您好!歡迎訪問德爾塔儀器官方網(wǎng)站



gaoshengkeji@163.com

1、引言
空調(diào)產(chǎn)品的安全性能是靠它的設(shè)計來控制,產(chǎn)品在設(shè)計時,通常需要考慮防電擊、防著火危險、防機(jī)械危險等方面,空調(diào)的安全標(biāo)準(zhǔn)GB 4706.1、GB 4706.32 已考慮這方面的評估要求。

對于大部分空調(diào)來說,屬于I 類器具,其對于電擊的防護(hù)依賴于基本絕緣和接地措施,該接地措施對于空調(diào)來說是必要條件,本文論述的是一方面管路中不采用導(dǎo)線直接與保護(hù)接地連接對空調(diào)的影響,分析安全標(biāo)準(zhǔn)對于接地的要求,另一方面是通過管路脹管連接的間接方式代替接地線。
2、空調(diào)安全標(biāo)準(zhǔn)
我們分析一下空調(diào)安全標(biāo)準(zhǔn)對于接地可靠連接的要求,尤其是對于標(biāo)準(zhǔn)沒有定義的翅片和銅管脹管是否屬于可靠連接。
2.1 空調(diào)標(biāo)準(zhǔn)中接地要求的分析
0I 類和I 類設(shè)備防電擊措施是通過基本絕緣和附加安全防護(hù)措施,也就是說,當(dāng)將基本絕緣失效后,導(dǎo)電部件通過連接到產(chǎn)品的保護(hù)接地上,起到防電擊保護(hù)作用,因此,采用保護(hù)接地方式對于0I 類和I 類設(shè)備的安全是十分重要。作為提供接地性的部件和螺釘,不僅要符合國標(biāo)GB 4706(IEC 60335) 第27 章( 接地措施) 的要求,且要符合GB 4706(IEC 60335) 第28 章( 螺釘和連接) 的要求。
2.2 標(biāo)準(zhǔn)連接要求
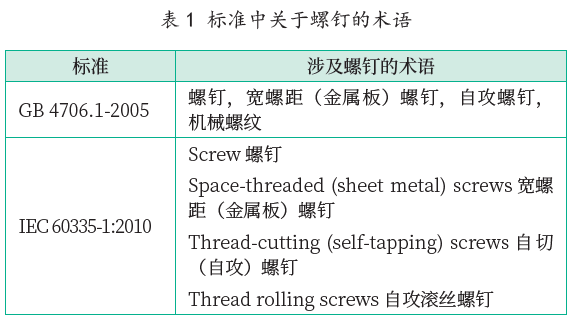
家電產(chǎn)品中常見的連接方式有螺釘、螺栓、壓接、鉚接、焊接、接插件等,螺釘無疑是其中最重要的銜接方式,螺釘在家電產(chǎn)品中的功能主要是固定部件、電氣接和提供接地連續(xù)性的連接,當(dāng)螺釘用作接地連接時,標(biāo)準(zhǔn)對其要求較高。在國際標(biāo)準(zhǔn)IEC 60335 和國家標(biāo)準(zhǔn)GB 4706 系列標(biāo)準(zhǔn)提到了寬螺距螺釘、自攻螺釘、機(jī)械螺紋等多個術(shù)語,見表1。
2.3 自攻螺釘?shù)氖褂?/span>
2.4UL 標(biāo)準(zhǔn)
UL 對空調(diào)的安全標(biāo)準(zhǔn)有三份:UL 474、UL 484、UL1995,對于接地連續(xù)性的要求可以接受夾住、夾緊連接。“與接地的連接應(yīng)采用可靠的方法,如夾緊、鉚接、螺栓或螺釘連接,銅焊或焊接等接頭部位應(yīng)除以非導(dǎo)電性涂料,如油漆或搪瓷。繞在彈性固緊件上的接地連接不能依靠橡膠或其它非金屬材料的夾緊作用”。從UL 標(biāo)準(zhǔn)我們可以知道,UL 標(biāo)準(zhǔn)接受空調(diào)翅片和銅管脹管的接地連續(xù)性。
目前關(guān)鍵是家用電器GB 4706(IEC 60335) 標(biāo)準(zhǔn)中沒有對脹管連接的相關(guān)概念進(jìn)行明確的定義和量化,其相關(guān)定義解釋主要在緊固件基礎(chǔ)性專業(yè)標(biāo)準(zhǔn),UL 標(biāo)準(zhǔn)可接受脹管連接方式。雖然IEC 和UL 分屬兩個標(biāo)準(zhǔn)體系,同樣的脹管連接方式一個標(biāo)準(zhǔn)可以接受,一個標(biāo)準(zhǔn)不接受,說明脹管連接有其可靠的一面。
通過查看最新的IEC 空調(diào)特標(biāo)IEC 60335-2-40-2013,“如果系統(tǒng)元件之間的接地連續(xù)性符合27.5 的最低值要求,則認(rèn)為滿足在沒有專用接地導(dǎo)體情況下的要求”,從標(biāo)準(zhǔn)的原意可以看出,最新安全標(biāo)準(zhǔn)雖沒有明確脹管連接方式,但認(rèn)為系統(tǒng)元件之間的接地連續(xù)性符合測試要求,即認(rèn)為滿足要求。
3、兩器的生產(chǎn)工藝流程
到底脹管連接是否可靠?脹管工藝目前來說是比較成熟,我們不妨了解一下兩器的生產(chǎn)工藝流程。
3.1 兩器結(jié)構(gòu)及工藝流程
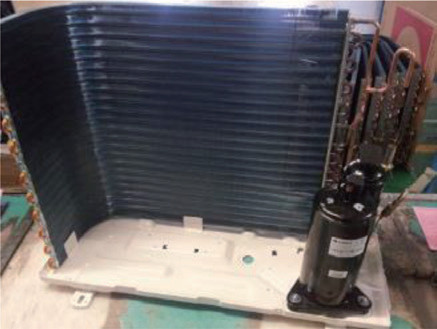
目前,空調(diào)行業(yè)家用空調(diào)所使用的換熱器多為銅管翅片進(jìn)行空調(diào)冷媒和空氣的熱交換,也就是冷凝器和和蒸發(fā)器,俗稱“兩器”(如圖1 實物所示)。其生產(chǎn)工序:彎制長U 管- 沖床-脹管- 烘干- 自動焊接- 氦檢。
3、兩器的生產(chǎn)工藝流程
3.2 重點關(guān)鍵工序介紹
3.2.1 長U 工序(重點工序)
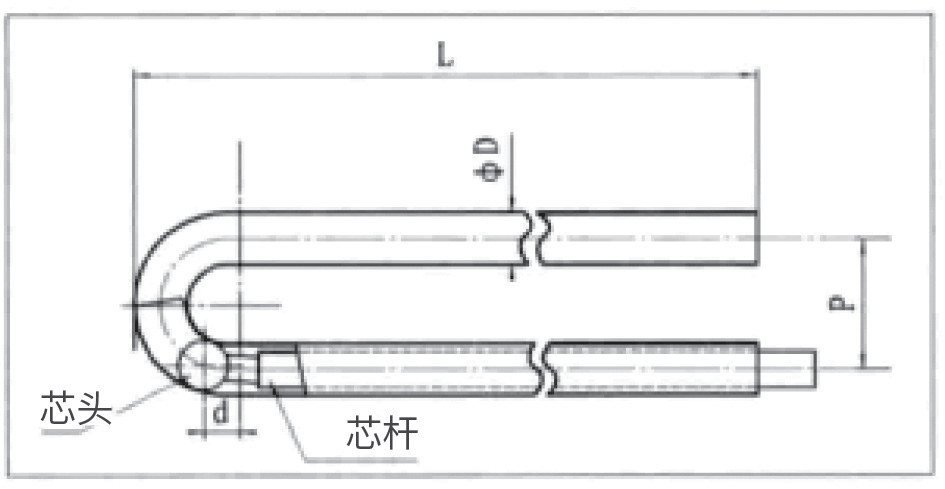
(1)此工序的加工內(nèi)容為采用長U 管機(jī)把原材料銅管彎制成“U”型的長U 管,用于在兩器里面形成冷媒的流路。
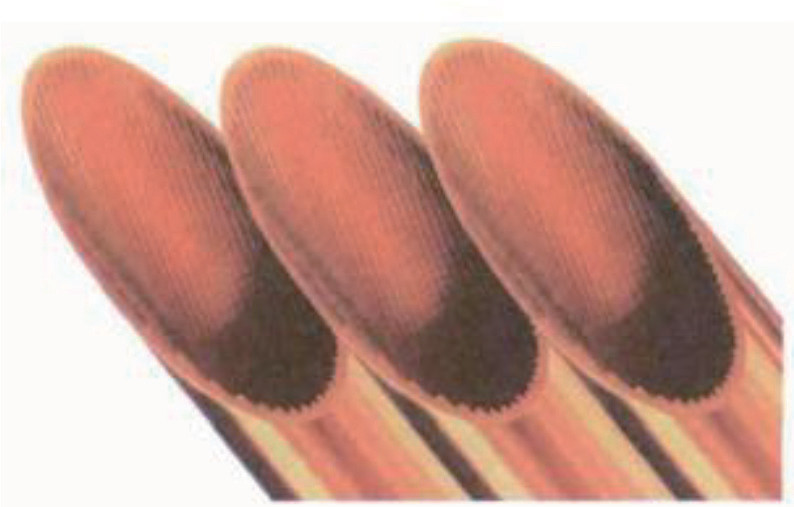
(2)原材料:行業(yè)內(nèi)的銅管通常使用為磷脫氧銅內(nèi)螺紋管,內(nèi)表面增加螺紋的作用是增加內(nèi)表面積,提高傳熱效果,如圖2 所示:牌號TP2,材料狀態(tài)M,來料狀態(tài)LWC。
(3)整個加工過程的步驟如下:送料、彎制、切割、折彎、卸料(如圖3 所示)。質(zhì)量控制和外觀要求: 彎曲區(qū)域沒有明顯的內(nèi)部起皺, 彎曲結(jié)束沒有縮進(jìn), 凸, 切口平滑, 無毛刺, 無變形, 銅管是干凈的, 沒有明顯的氧化和劃痕。
3.2.2 脹管工序(重點工序)
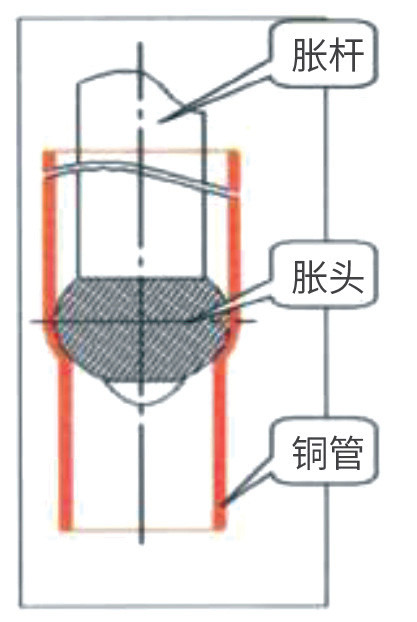
(1)此工序的加工內(nèi)容為采用脹管機(jī)(關(guān)鍵模具:脹頭)把銅管的直徑進(jìn)行擴(kuò)大,使得銅管和翅片的配合由間隙配合變?yōu)檫^盈配合,翅片可以均勻的排布在銅管的外側(cè),起到強(qiáng)化銅管外表面換熱效果的目的。
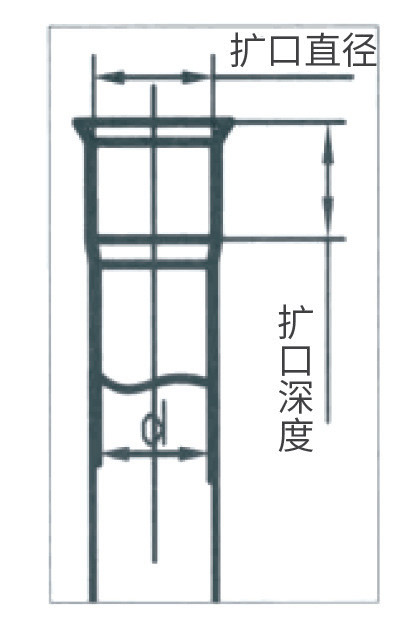
(2)整個加工過程的步驟主要是:擴(kuò)脹→喇叭口成型兩個工步。加工示意如圖4、圖5 所示。
(3)質(zhì)量控制方面,主要有:脹管后翅片緊密、無露銅管現(xiàn)象、無嚴(yán)重疊片現(xiàn)象,兩器無明顯扭曲變形 ,變形控制在要求范圍之內(nèi),管口無碰扁、無殘留鋁片,U 管底部不得脹凸。邊板不能出現(xiàn)松動現(xiàn)象,翅片松動的片數(shù)≤ 3 片( 一般的冷凝器≧ 700 片,失效的概率相當(dāng)于≤ 0.43%)。
3.2.3 自動焊接工序(關(guān)鍵工序)
(1)此工序的加工內(nèi)容為采用自動焊接機(jī),把小彎頭焊接到兩器的喇叭口上面。目前行業(yè)里面一般都是采用火焰釬焊的形式,屬硬釬焊,在自動焊接機(jī)上面實現(xiàn)。一般以流水線小組的形式排布若干崗位(一般情況下,包括八個崗位:(1)上線、(2)插彎頭、(3)敲彎頭、(4)充氮、(5)焊接主機(jī)、(6)補(bǔ)焊、(7)看漏、(8)下線,每個小組配一名主機(jī)手),各自完成本崗位的工作內(nèi)容,最終完成焊接的過程。
(2)關(guān)鍵控制點說明
自動焊接過程的核心質(zhì)量問題是防止焊接泄漏。為了有效地控制焊接品質(zhì),在生產(chǎn)過程中應(yīng)從以下幾個方面進(jìn)行控制。以下是簡要介紹:
① 彎頭和喇叭口的配合間隙
根據(jù)釬焊原理,為了保證在焊接的過程中良好的毛細(xì)管作用,一般建議采用0.05~0.1 mm 的理想配合間隙。生產(chǎn)過程中的主要控制點是鐘口內(nèi)徑、小彎頭的跨距P 值和小彎管口的圓度。
②清潔度
主要用于喇叭口和小彎頭。為了避免前道工序中手套上的毛線、潤滑油、鋁粉等對喇叭口造成污染,小彎頭的清洗程度在套完環(huán)進(jìn)行二次清洗過程實現(xiàn)。
③焊接參數(shù)
A. 輔助燃燒方法:通過不同用途的助燃?xì)怏w區(qū)分為2 種。一種是使用空氣燃料作為輔助燃燒,氣體壓力(或流量)相差很大,在溫度場方面,空氣助燃的火力比較大,加熱面積大,均勻性差;另一方面,氧氣燃料作為輔助燃燒;另一種是使用氧氣燃料作為輔助燃燒,助燃火力比較柔和,加熱區(qū)域小,均勻性較好。
B. 為保障兩器焊接流水線的穩(wěn)定焊接,輸入自動焊接機(jī)的各焊接氣體壓力一般作如下規(guī)定:液化氣輸入壓力0.07~0.08Mpa;壓縮空氣輸入壓力0.5~0.8 Mpa,氧氣輸入壓力0.5~0.8Mpa。
C. 為保證理想的加熱時間,焊接流水線的速度一般在3.0~4.0 m/min 之間。
D. 焊槍的高度、角度、焊嘴的距離,焊嘴加熱的位置。
④產(chǎn)品參數(shù)的一致性以下產(chǎn)品參數(shù)直接對焊接質(zhì)量造成影響:喇叭口的高度、喇叭口大小、彎頭的插入深度、彎頭的厚度等。
3.2.4 氦檢工序(關(guān)鍵工序)
(1)常用的氦檢測方法有:吸槍檢漏法、噴氦檢漏法和真空檢漏法,目前,真空檢漏技術(shù)得到了廣泛的應(yīng)用。
(2)基本過程:在兩器工件充滿氦氣后,將兩器放入己
經(jīng)進(jìn)行抽真空的氦檢測機(jī)真空室里,如果工件存在泄漏,工件中的氦氣體就會泄漏到真空箱中。氦質(zhì)譜儀通過測試端口吸入真空室中的氣體,然后電離所有氣體,根據(jù)同一磁場的旋轉(zhuǎn)半徑內(nèi)各離子的電荷數(shù)和質(zhì)量數(shù)不同的原理,將氦離子引入集熱器中,進(jìn)行放大,得到氦氣離子的數(shù)量,從而判斷氦氣的數(shù)量是否超標(biāo),最終確認(rèn)工件是否泄漏。
(3)氦檢測方法具有精度高,響應(yīng)快,檢驗穩(wěn)定可靠等特點,在工業(yè)上行得到了廣泛的應(yīng)用。兩器是空調(diào)換熱的必要條件,兩器的生產(chǎn)設(shè)備、自動化、工藝等發(fā)展至今已相當(dāng)成熟,必須有一套完善的質(zhì)量管理體系的廠家才能生產(chǎn)制造,故其可靠性有相當(dāng)?shù)谋U稀?/span>
4、接地電阻測試
由于空調(diào)是I 類器具,需要有接地措施,衡量產(chǎn)品接地是否可靠,通過接地電阻測試可以反應(yīng)出來,由于接地導(dǎo)線是連接壓縮機(jī)底座與電氣盒,而壓縮機(jī)是與管路相連接,我們將該接地導(dǎo)線取消前、后來反映銅管與翅片的接地電阻數(shù)據(jù)。我們對不同使用環(huán)境、年限的產(chǎn)品進(jìn)行了接地電阻的測試,測試情況如表3。
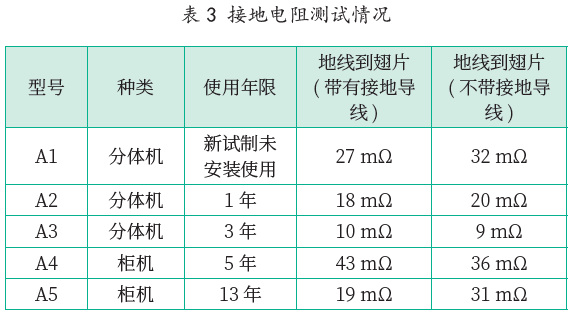
從數(shù)據(jù)可以反應(yīng)出,有無接地導(dǎo)線對于接地電阻影響不大,同時可以反映出,空調(diào)內(nèi)部銅管與翅片能可靠連接。
5、結(jié)束語
本文通過標(biāo)準(zhǔn)分析、兩器工藝流程、接地電阻測試來說明,一方面是采用導(dǎo)線與保護(hù)接地進(jìn)行連接,一方面是用管路通過兩器脹管連接的方式間接代替接地導(dǎo)線,通過對這兩種方式的接地電阻進(jìn)行比較測試來說明兩種方式的接地連接性是符合安全要求。
參考文獻(xiàn)
[1] 鄺超洪《家電標(biāo)準(zhǔn)對接地螺釘要求淺析》 家電科技 2015 年6 月.
[2] 毛錫韶《家用空調(diào)用銅管翅片式換熱器制造工藝簡介》日用電器 2013 年10 月 .
[3] GB4706.1-2005《家用和類似用途電器的安全 第一部分:通用要求》.
[4] GB4706.32-2012《家用和類似用途電器的安全 熱泵、空調(diào)器和除濕機(jī)的特殊要求》.
[5] UL474《STANDARD FOR SAFETY Dehumidifiers》.
[6] UL484《STANDARD FOR SAFETY Room Air Conditioners》.
[7] UL1995《Underwriters Laboratories Inc. Standard for Safety Heating
and Cooling Equipment》.
[8] IEC 60335-2-40-2013《Household and similar electrical appliances –
Safety –Part 2-40: Particular requirements for electrical heat》.


二維碼(微信公眾號)

二維碼(新浪微博)
 關(guān)閉返回
關(guān)閉返回