您好!歡迎訪問德爾塔儀器官方網站



gaoshengkeji@163.com

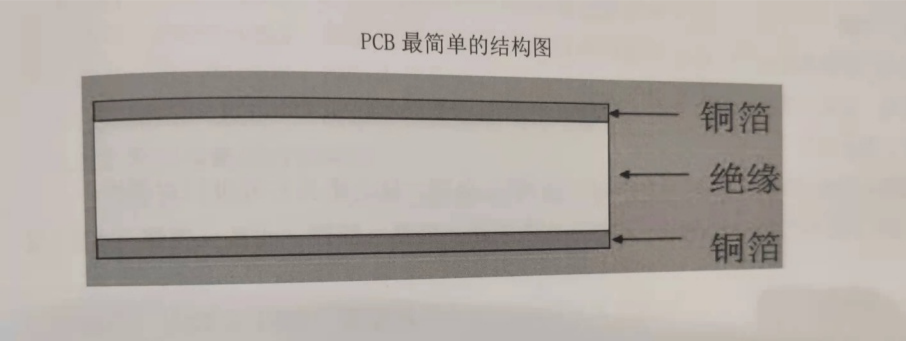
一、線路板結構
SINGLELAYER:單層板:通常指只有一層絕緣層的電路板,其又可分為單面覆銅(SS)和雙面覆銅(DS)的PCB。
MULTILAYER:多層板:指有三層以上線路的P CB,電路板工廠從基材供應商處購得基材(Laminate)和半固化片(Prepreg),自己完成內層,壓合,與外層的制作。
分類
Base Material 基材:一種絕緣體,由有機或者無機的材料組成,是導體材料的載體。以材質分類:
a. 有機材質
酚醛樹脂、玻璃纖維/環氧樹脂、Polyimide(聚酰亞胺)、BT/Epoxy等皆屬之。
b. 無機材質
鋁、Copper-invar(鋼)-copper、ceramic(陶瓷)等皆屬之。主要取其散熱功能。
二、線路板常見加工工藝過程
1、開料
目的:根據工程資料MI的要求,在符合要求的大張板材上,裁切成小塊生產板件.符合客戶要求的小塊板料.
流程:大板料→按MI要求切板→鋦板→啤圓角\磨邊→出板
2、鉆孔
目的:根據工程資料(客戶資料),在所開符合要求尺寸的板料上,相應的位置鉆出所求的孔徑.
流程:疊板銷釘→上板→鉆孔→下板→檢查\修理
3、沉銅
目的:沉銅是利用化學方法在絕緣孔壁上沉積上一層薄銅.
流程:粗磨→掛板→沉銅自動線→下板→浸1%稀H2S04→加厚銅
4、圖形轉移
目的:圖形轉移是生產菲林上的圖像轉移到板上
流程:(藍油流程):磨板→印第一面→烘干→印第二面→烘干→爆光→沖影→檢查;(干膜流程):麻板→壓膜→靜置→對位→曝光→靜置→沖影→檢查
5、圖形電鍍
目的:圖形電鍍是在線路圖形裸露的銅皮上或孔壁上電鍍一層達到要求厚度的銅層與要求厚度的金鎳或錫層.
流程:上板→除油→水洗二次→微蝕→水洗→酸洗一鍍銅→水洗一浸酸→鍍錫→水洗、下板
6、退膜
目的:用NaOH溶液退去抗電鍍覆蓋膜層使非線路銅層裸露出來.
流程:水膜:插架→浸堿→沖洗→擦洗→過機;干膜:放板→過機
7、蝕刻
目的:蝕刻是利用化學反應法將非線路部位的銅層腐蝕去.
8、綠油
目的:綠油是將綠油菲林的圖形轉移到板上,起到保護線路和阻止焊接零件時線路上錫的作用
流程:磨板→印感光綠油→鋦板→曝光→沖影;磨板→印第一面→烘板→印二面→烘板
9、字符
目的:字符是提供的一種便于辯認的標記
流程:綠油終鋦后→冷卻靜置→調網→印字符→后鋦
10、鍍金手指
目的:在插頭手指上鍍上一層要求厚度的鎳\金層,使之更具有硬的耐磨性
流程:上板→除油→水洗兩次→微蝕→水洗兩次→酸洗→鍍銅→水洗→鍍鎳→水洗→鍍金
11、鍍錫板
目的:噴錫是在未覆蓋阻焊油的裸露銅面上噴上一層鉛錫,以保護銅面不蝕氧化,以保證具有良好的焊接性能.
流程:微蝕→風干→預熱→松香涂覆→焊錫涂覆→熱風平整→風冷→洗滌風干
12、成型
目的:通過模具沖壓或數控鑼機鑼出客戶所需要的形狀成型的方法有機鑼,啤板,手鑼,手切
說明:數據鑼機板與啤板的精確度較高,手鑼其次,手切板最低具只能做一些簡單的外形.
13、測試
目的:通過電子100%測試,檢測目視不易發現到的開路,短路等影響功能性之缺陷.
流程:上模→放板→測試→合格→FQC目檢→不合格→修理→返測試→OK→REJ→報廢
14、終檢
三、線路板全球認證概述
在線路板認證方面,目前主要是美國UL和中國CQC認證,因而我們針對這兩個認證作一個簡介,并以美國UL線路板認證作重要介紹。
1線路板CQC認證標準清單
1.1按電子產品及元器件類認證
(1)(001010)單面紙質印制線路板
SJ3275-1990《單面紙質印制線路板的安全要求》
(2)(001010)印制線路板(成品板)
GB8898-2011《音頻、視頻及類似電子設備安全要求》
GB4943.1-2011《信息技術設備的安全》
(3)(001011)印制電路用覆銅板(基材)
GB/T4722-1992;GB/T4721-1992;CPCA4105-2010;
GB/T4723-1992;GB/T4724-1992;GB/T4725-1992;
1.2印制電路用覆銅箔板檢測標準
1.GB/T 4721-1992 印制電路用覆銅箔層壓板通用規則
2.GB/T 4722-1992 印制電路用覆銅箔層壓板試驗方法
3.GB/T 4723-1992 印制電路用覆銅箔酚醛紙層壓板
4.GB/T 4724-1992 印制電路用覆銅箔環氧紙層壓板
5.GB/T 4725-1992 印制電路用覆銅箔環氧玻璃布層壓板
6.GB/T 12629-1990 限定燃燒性的薄覆銅箔環氧玻布層壓板(制造多層印制板用)
7.GB/T 12630-1990 一般用途薄覆銅箔環氧玻璃布層壓板(制造多層印制板用)
8.GB/T 13555-1992 印制電路用撓性覆銅箔聚酰亞胺薄膜
9.GB/T 13556-1992 印制電路用撓性覆銅箔聚酰薄膜
10.GB/T 13557-1992 印制電路用撓性覆銅箔材料試驗方法
11.SJ 20780-2000 阻燃型鋁基覆銅箔層壓板
1.3印制電路板檢測標準
1.SJ 3275-1990 單面紙質印制線路板的安全要求
2.SJ/T 11171-1998 無金屬化孔單雙面碳膜印制板規范
3.GB/T 4588.1-1996 無金屬化孔單雙面印制板分規范
4.GB/T 4588.2-1996 有金屬化孔單雙面印制板分規范
5.GB/T 4588.4-1996 多層印制板分規范
6.GB/T 4588.10-1995 有貫穿連接的剛撓雙面印制板規范
7.GB/T 14516-1993 無貫穿連接的單、雙面撓性印制板技術條件
四、PCB/FPC中常用的單位換算
linch(英寸)=25.4mm(毫米)=1000mils(千分之一英寸);
1m(米)=3.28foot(英尺);
1foot(英尺)=12 inch(英寸);
Imils(千分之一英寸)=25.4um(微米)=1000uinch(微英寸);
1M2(平方米)=10.7638 SF(平方英尺);
ISF(英尺)=144 square inch(平方英寸);
10Z(盈司)=35um(微米);
10Z(盈司)=1.38mils(千分之一英寸);
1Lt(公升)=1dm3(立方分米);
1Lt(公升)=61.026 cubic inch(立方英寸);
1Kg(公斤)=1000g(克);
1LB(英鎊)=453.92g(克);
1Kg(公斤)=1000g(克);
1Kg(公斤)=2.20LB(英鎊);
1Kg(公斤)=9.8N(牛頓);
1m(米)=10dm(分米)=100cm(厘米)=1000mm(毫米)
1mm(毫米)=1000um(微米);
1um(微米)=1000nm(納米);
1Gal(加侖)=4.546 Lt(公升)英制;
1Gal(加侖)=3.785Lt(公升)美制;
1PSI(磅/平方英寸)=0.006895Mpa(兆帕斯卡);
1Pa(帕斯卡)=1N/m2(牛頓/平方米);
1bar(巴)=0.101Mpa(兆帕斯卡);
1克=5克拉.


二維碼(微信公眾號)

二維碼(新浪微博)
 關閉返回
關閉返回